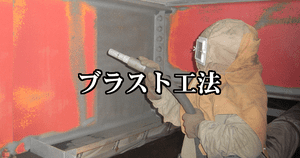
ブラスト工法とは
橋梁など、鋼鉄製の構造物に塗装されている塗装面に対し、非鉄系スラグ等の”研削材”を圧縮空気で投射し、
古い塗膜やサビを除去すると同時に、鋼材の表面を清浄粗面化する素地調整の方法です(素地調整程度:1種)。
鋼鉄製の橋梁などは、サビてしまうと外観上も汚くなり、機能・強度的にも本来の性能を発揮できなくなります。
そのため、鋼構造物の保護において「塗装、及び健全な塗膜の維持は必要不可欠」であり、
特に、長寿命化を目的とした塗替え塗装の防食性能には、素地調整の品質が大きく影響します。
その中でもブラストは、塗膜の除去と素地調整を同時に行え、素地調整(ケレン)の程度の中で最も高いグレードのものです。


弊社では、非鉄系スラグを研削材として使用する、いわゆる従来工法でのブラスト施工を主に行っております。
大型のブラスト機器を設置するヤード確保が難しい場合や、塗装面積が1,000㎡前後の橋梁が対象の場合には弊社の標準設備による従来工法が有効です。
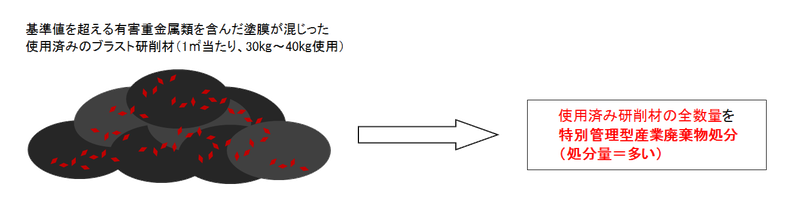
従来工法では、ブラスト施工後に回収した使用済み研削材のすべてを産業廃棄物として処理することになりますが、
古い塗膜中に、基準値を超える高い濃度の有害な重金属類等(鉛・PCBなど)を含んでいますと特別管理型での産廃処分となる場合があり、
高額な処分費がかかります。
そのため、事前に塗膜のサンプルを採取し成分分析を行い、通常処分が可能かどうかを判断します。
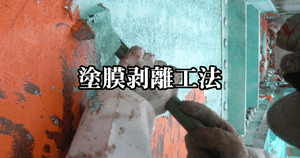
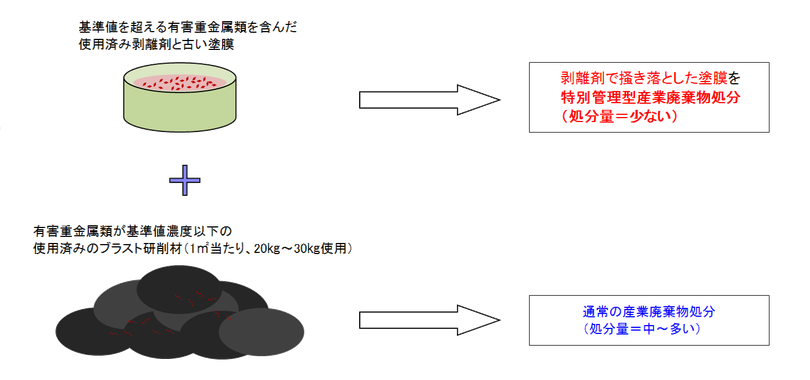
基準値を超える有害重金属類が含まれていると判断された場合は、素地調整に先立ち『剥離剤を使用した塗膜剥離工法等により塗膜を除去する』などして、ブラストで発生する使用済み研削材が通常処分可能な有害物濃度となるよう対策を行ってからブラスト(素地調整)を行います。
![]()
剥離剤工法を併用したブラスト施工の場合
大型のブラスト機器が設置可能なヤードを現場付近に確保できる場合や、塗装面積が大規模な塗替えの場合、産業廃棄物を大幅に低減できる「循環式ブラスト工法®」をご提案いたします。
ご相談・お見積りは → 一般社団法人 日本鋼構造物循環式ブラスト技術協会
(※スチールグリットを循環使用し、従来工法の50分の1程度まで産廃量を減らすことができます。
ただし、研削材にスチールグリットを使用するため、作業足場内に雨水等の侵入が一切無い構造の仮設防護が必要となります。)
ブラストの工程

-
現場確認と機材設置
- 弊社では、クレーン搭載型トラックに機材を車載した状態で施工できることを標準としています。
打合せにより現場周辺環境や施工条件を把握し、トラックや機材の大きさを選定します。 - 積載する資機材の内容(4tトラックの場合・日当たり施工量/40~60㎡)
- ドライタイプの空気圧縮機・50HP:1台
- 発電機・5.0kva以下:1台
- ブラストマシン・330ℓ:1台
- ホース一式・作業半径60m分
- 研削材・40~50袋(別途、現場付近や現場事務所等に研削材のストックヤードが必要です)
![]()

-
足場養生・飛散防護
- 足場の床面・側面・端部など、ブラストによる粉じんが漏れ出して周囲を汚濁しないよう防護します。
必要であれば2重3重にシートを重ね貼りします。
![]()

-
ブラスト作業
- ブラストを行います。
古い塗膜やサビを、入念に除去します。
![]()

-
ブラスト後の確認
- 古い塗膜・サビ等の落ち具合や表面に不純物が付着していないかなど、
ボルト部等の細かい部材の裏まで入念に確認します。